
Като важна част от всеки 3D принтер, изключително важно e дюзата да остане чиста. Прочетете, за да научите повече за почистването на дюзите на 3D принтера!
Където всичко отива надолу

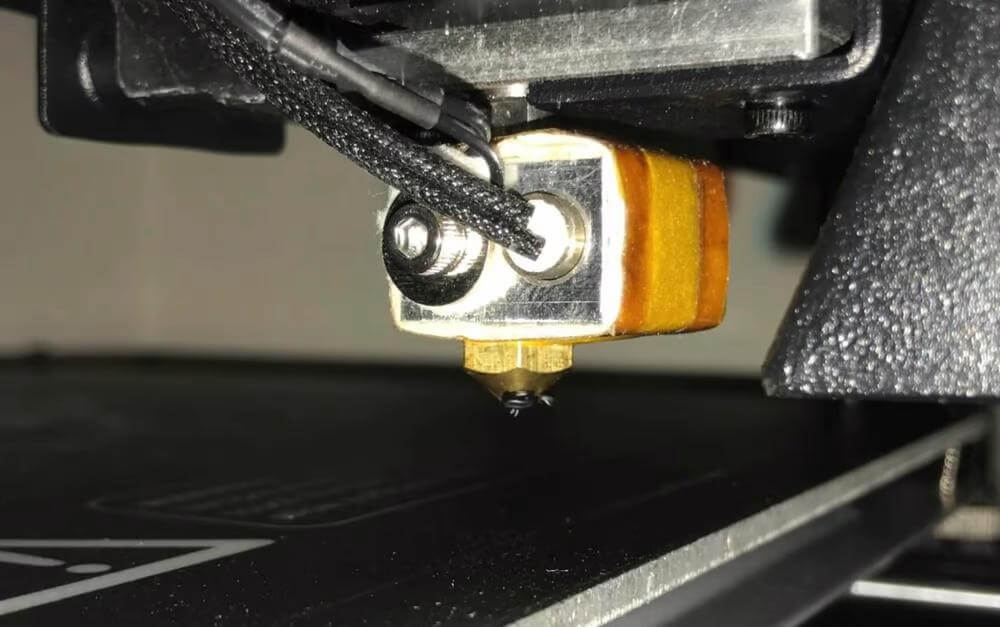
При FDM 3D принтерите много части допринасят за създаването на модел, но дюзата е може би една от най-важните. Това е мястото, където разтопеният материал излиза от горещия край . Ако не сте запознати с този компонент, той обикновено има резба за свързване към горещия край и, от другата страна, по-малък отвор, през който се прокарва нишката .
Дюзата е толкова важна, защото засяга екструдирането на принтера и ако не работи правилно, може да доведе до множество проблеми с печата. Освен това не всички дюзи са еднакви. Материалът, диаметърът и други характеристики определят неговата производителност и живот.
Нищо не трае вечно, включително дюзи. Те се разграждат с течение на времето, особено когато се замърсят, запушат или се използват прекомерно. Ето защо е от решаващо значение редовно да почиствате дюзата на вашия принтер и да се уверите, че тя работи добре с другите компоненти с горещ край на модула на печатащата глава. Това ще помогне за удължаване на живота на вашата дюза.
В тази статия ще разгледаме как да почистите дюзата си и да предотвратите възникването на проблеми, както и да отстраним всички проблеми, които биха могли да изведат принтера ви от експлоатация. Да се гмурнем в темата.
Идентифициране на проблема
Преди да влезем в решенията за почистване на вашата дюза, важно е да се уверите, че дюзата всъщност е проблемът. По-долу сме изброили няколко проблема, които могат да бъдат причинени от замърсена дюза. За всеки от тях сме включили и други фактори, които трябва да проверите, преди да определим, че проблемът е в дюзата:
- Няма първи слой: Ако сте започнали да печатате и не виждате нишката да се екструдират от дюзата за първия слой , това може да се дължи на запушена дюза. Въпреки това, би било полезно да проверите дали този проблем не е причинен от екструдера , настройката на Z отместване или неравномерно легло .
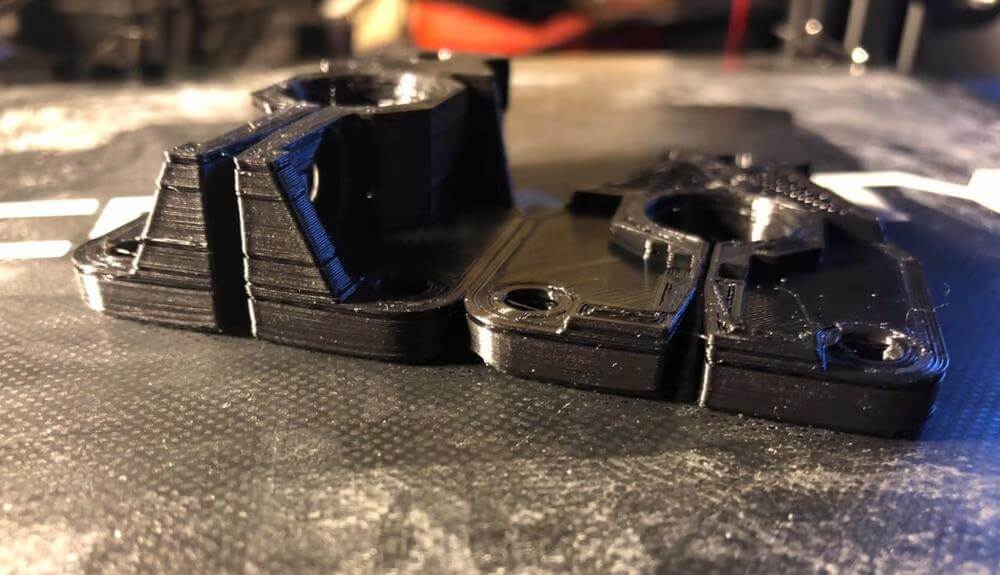
- Дюзата поема отпечатан материал: Този проблем е, когато вашата дюза полага някакъв материал, след което “случайно” го вдига, когато се движи през слоя. Обикновено дюзата е единствената причина за този проблем, но се уверете, че имате и правилно Z отместване и равно легло.
- Засядане с горещ край: Засяданията с горещ край често изглеждат така, сякаш нишката е заседнала или заклещена в средната и долната част на горещия край. Тъй като дюзата е компонент на горещия край, той може да е причина за задръстване, но не забравяйте също да проверите дали пътят на горещия край (напр. PTFE тръбичката) не е причината.
- Непоследователно екструдиране: Непоследователното екструдиране обикновено изглежда така, сякаш вашият принтер не може да се справи с екструдирането на материала. Той екструдира материал на внезапни изблици, когато трябва да екструдира равномерно количество материал и то последователно. Уверете се обаче, че този проблем не е причинен от мокра нишка или стъпковия двигател на екструдера (по-конкретно от неговата мощност).
- Недоекструдиране: Недоекструдирането е подобно на предишното, но е по-умерена версия, която дава отпечатък с очевидно липсващи части. Уверете се също, че проблемът не е причинен от мокра нишка, слабо напрежение на екструдера или негладка пътека на нишката.
- Липсващ печат: Ако започнете отпечатване и се върнете към „завършен“ печат само с няколко, отпечатани слоя, това може да се дължи на запушена дюза. Въпреки това, не забравяйте също да проверите дали диаметърът на нишката е точен, температурата на печат е в диапазона на материала на нишката и екструдерът се върти (Добре е, ако нишката не излиза, но се уверете, че двигателят на екструдера работи).
Както казахме, наложително е първо да се диагностицира източникът на проблема като дюзата. Докато почистването на дюзата ви обикновено не е лоша идея, то може да не разреши проблемите, които изпитвате. Добра идея за ефективно отстраняване на проблем с печата е да се разгледа всяка потенциална причина за проблема. След това, преминавайки от най-лесната за проверка към най-трудната, проучете всяка възможна причина, за да намерите истинския виновник.
След като сте сигурни, че проблемът с печата, който изпитвате, се дължи на замърсена дюза, преминете към методите за почистване.
Външни отломки

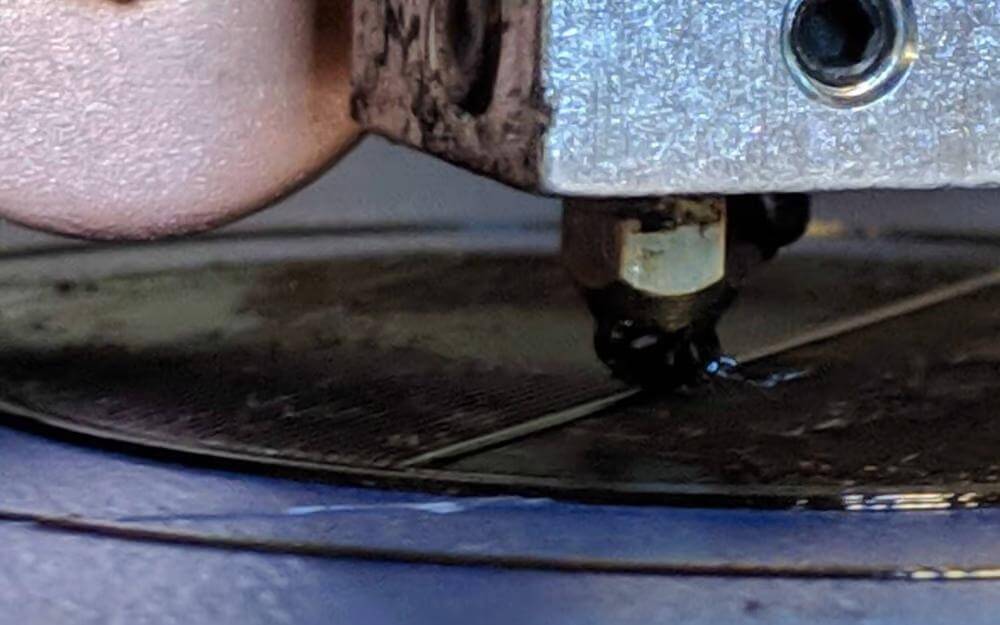
Отломките по външната страна на дюзата са най-видимият от всички проблеми с дюзата. Отломките обикновено са излишък от разтопен материал, който е залепнал за дюзата по време на печат.
Въпреки че този проблем почти винаги е причинен от твърде ниска дюза – често при отпечатване на първия слой проблемът се задълбочава.
Решения
Първо, почистете дюзата с влажна кърпа или спиртна кърпа , докато дюзата е гореща. Това може да причини малко пара, но наистина ще премахне всякакви материали, полепнали по дюзата. Ако това не работи, можете също да използвате телена четка, малко острие или игла, за да премахнете всички останали отпадъци от дюзата.
Докато това почиства външността на дюзата, най-добре е да предотвратите попадането на материал върху дюзата на първо място. Така че, помислете за повишаване на Z отместването и изравняване на леглото за печат. Също така помага използването на силиконов чорап, който покрива по-голямата част от дюзата и предотвратява залепването на твърде много материал.
Запушване
Запушванията са може би най-често срещаният проблем с дюзите. Те се появяват, когато отломките вътре в горещия край блокират изходния отвор на дюзата, предотвратявайки излизането на нишката (което води до недостатъчно екструдиране или по-лошо- липсващи отпечатъци).
Има два вида запушвания на дюзи: частични запушвания и пълни запушвания. Както може би се досещате, пълното запушване е по-лошият тип запушване. Отломките блокират целия изходен отвор, като по този начин улавят нишката в екструдера. Частични запушвания възникват, когато отломките блокират само част от изходния отвор. Макар че е “по-малкото зло” от пълното запушване, въпреки това трябва да почистите дюзата и при двата варианта.
Решения
Има няколко метода за премахване на запушванията на дюзите и ние ще разгледаме три от тях. Първото и най-лесно е да забодете малка игла в дюзата, за да се разбие и да изтласка отломките настрани.
Вторият метод е извършване на студено изтегляне, което премахва остатъците изцяло от горещия край. При необходимост свържете се с нас от 3MG Bonev Ltd. за повече разяснения.
Третият метод е да смените напълно запушената дюза. Този метод е почти безболезнен икономически, ако използвате обикновени месингови дюзи, тъй като те са евтини. За този метод започнете със загряване на горещия край, за да разтопите всеки втвърден материал, заседнал в дюзата. Също така, не забравяйте да премахнете всички нишки, които се подават в екструдера.
След като запушената нишка омекне благодарение на топлината, развийте дюзата от горещия край. Преди да поставите новата дюза, уверете се, че сте почистили горещия край с малък метален “прът” или щипка, за да премахнете излишната нишка, заседнала в модула.
Горещ край на PTFE тръбичка
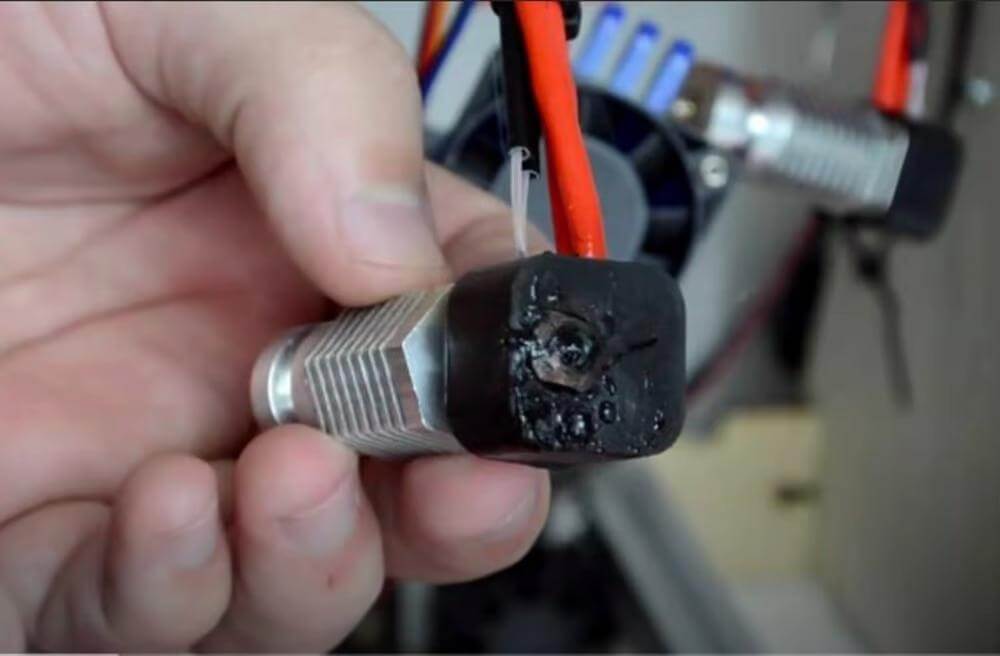
Пролука между PTFE тръбата и горната част на дюзата също може да причини проблеми. Пропуски могат да възникнат поради неравен край на PTFE тръбата, когато тръбата не е избутана достатъчно надолу в горещия край или когато дюзата не е завинтена достатъчно далеч в горещия край, за да бъде изравнена с тръбичката.
Ако има празнина, разтопената нишка ще запълни тази празнина. Когато материалът се охлади, той напълно ще запуши горещия край. Това може да се случи както в PTFE облицовани, така и в изцяло метални горещи краища.
Решения
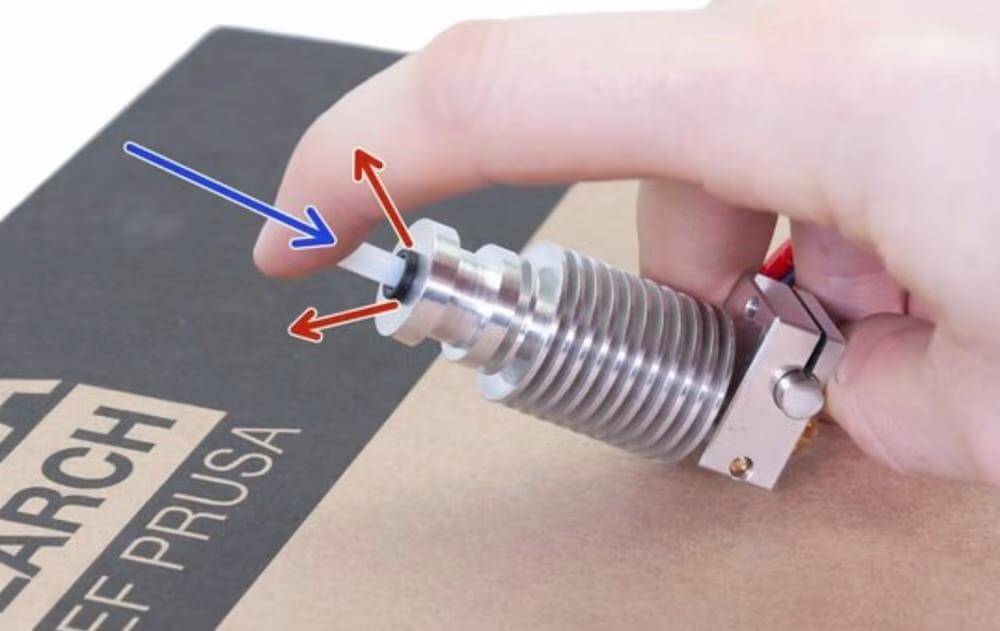
Първо, отстранете PTFE тръбичката от горещия край (ако е възможно), след това завийте дюзата почти докрай (около 95%). След като проверите дали краят на PTFE е плосък и PTFE съединителят (който държи тръбата) е завинтен здраво в горещия край, поставете тръбата надолу по горещия край.
Накрая завинтете дюзата и последната част в горещия край, за да постигнете плътно уплътнение между нея и PTFE тръбичката.
Замени и надстройки
Ако нито едно от горните решения не работи или просто подозирате, че дюзата ви се е влошила значително и никакво почистване няма да помогне, може да е време да вземете нова.
Както споменахме по-рано, дюзите се различават по материал, диаметър и други фактори. Тези характеристики влияят на това, как дюзата може да се справи с печата и как ще се получат отпечатъците. Например, абразивни материали, като светещи в тъмното или материали с пълнеж от дърво , значително ускоряват разграждането на дюзи с по-ниско качество.
Има поне две важни неща, които трябва да имате предвид, когато сменяте или надграждате дюзата на вашия 3D принтер: диаметър и материал. За по-задълбочено разглеждане света на дюзите, ще публикуваме специална статия.
Пожелаваме ви успех и наслада с 3Д отпечатването на вашите проекти! Но ако все пак се сблъскате с проблеми, не се колебайте да потърсите помощта и съветите ни чрез: 3mgbonev@gmail.com, през Messenger – 3MG Bonev Ltd. или просто ни се обадете на 0885636868.
0 Comments